"設計→解析→試作→評価→生産"までのもの創り提案で、時代のニーズに応えるKYOEI


鉄の溶接構造物に関しては、日本溶接協会、溶接管理技術者2級以上。アルミ溶接構造に関しては、日本軽金属溶接協会、溶接施工管理者2級以上、総勢10名以上で常時対応させて頂いています。

生産技術グループとして塑性加工・溶接加工・機械加工・組立・表面処理の全ての分野で品質、コストをふまえて全体最適で工程設計し提案させて頂きます。 特にアルミ合金を使用した軽量化提案で皆様のご期待にお応えしたいと思っております。軽量化に対する課題があれば私共に投げかけて頂ければ幸いです。
アルミ合金溶接
高強度アルミ合金(A7N01相当及び真空アルミダイキャスト)をロボット溶接にて、施工させて頂いています。
アルミ合金の溶接は、熱伝導率が非常に高くアークスターの溶け込み不良、過熱による高温割れ等が懸念されますが、長年培った技術により高品質の製品を提供させて頂きます。

-
 アークスタート部
アークスタート部
アルミ溶接マクロ断面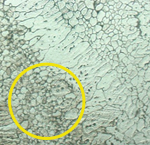 過熱組織
過熱組織
粗粒化したボンド部
鉄溶接
高電流による、150cm/分の厚板高速溶接にて大きな原価低減をさせて頂いています。

-
高張力鋼板590 板厚6mm×5mm
マクロ断面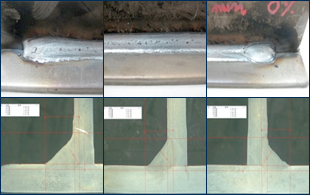
アルミ接着
-
濡れ性
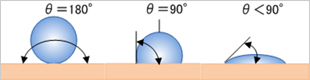
上図 Θ<90°の方向が良好です。接着剤のなじみは、接着強度に影響するため、脱脂洗浄によるなじみ改善が重要です。
アルミ接着
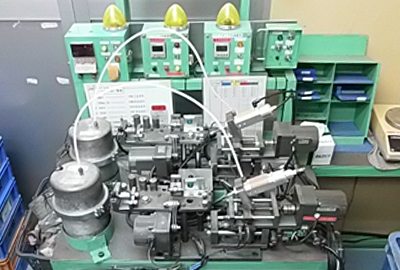
恒温室による、熱硬化性のエポキシ接着塗布を安定した塗布量で高品質のアルミ接着を実現しています。接着継ぎ手検討も含め、より良い接着構造についても提案させて頂きます。
匠調の溶接
 Tig溶接とMig溶接、溶接ロボット化が進む中、Tig溶接の”うろこ状”の表面を好むお客様がいます。数年前から、Mig溶接ロボットにより下記の様な匠調の溶接がロボットで擬似的に表現する事が出来るようになりました。皆様、お気づきでしょうか?
Tig溶接とMig溶接、溶接ロボット化が進む中、Tig溶接の”うろこ状”の表面を好むお客様がいます。数年前から、Mig溶接ロボットにより下記の様な匠調の溶接がロボットで擬似的に表現する事が出来るようになりました。皆様、お気づきでしょうか?
![製品についてのお問い合わせはこちら 053-425-2511 [受付時間]平日8:00~17:00/土日定休](/shared/img/fig_tel.png)
![鉄道保線用製品のお問い合わせはこちら 053-533-8023 [受付時間]平日8:00~17:00/土日定休](/shared/img/fig_tel_2.png)
